Las vibraciones en una máquina no son buenas: pueden causar desgaste, fisuras por fatiga, pérdida de efectividad de sellos, rotura de aislantes, ruido etc. Pero al mismo tiempo las vibraciones son la mejor indicación de la condición mecánica de una maquinaria y pueden ser una herramienta de predicción muy sensible dela evolución de un defecto. Las fallas catastróficas en una maquinaria muchas veces son precedidas, a veces con meses de anticipación, por un cambio en las condiciones de vibración de la misma. Las vibraciones en una maquinaria están directamente relacionadas con su vida útil de dos maneras: por un lado un bajo nivel de vibraciones es una indicación de que la máquina funcionará correctamente durante un largo período de tiempo, mientras que un
Aumento en el nivel de vibraciones es una indicación de que la máquina se encamina hacia algún tipo de falla.
Una de las herramientas fundamentales con que se cuenta en la actualidad para el mantenimiento predictivo de una Planta o Instalación es la medición y análisis de
Vibraciones, ya que cerca del 90% de las fallas en maquinarias están precedidas por un cambio en las vibraciones de las mismas.
En general las mediciones de vibraciones globales se realizan en forma de velocidad (mm/seg) debido a que la experiencia ha demostrado que las mediciones de velocidad son la mejor indicación para evaluar la severidad de las vibraciones en el rango normal de frecuencias de giro de las máquinas rotativas usuales (de10 a 1000 Hz). El valor global de vibraciones obtenido, comparado con los valores recomendados por el Fabricante de la máquina, da una idea de la condición mecánica de la misma.
En la Tabla se presenta un listado de las frecuencias comúnmente encontradas en espectros de vibración de maquinarias, junto con las causas probables de los problemas asociados a las mismas.
FRECUENCIA | CAUSAS PROBABLES DE FALLA |
1 x RPM | Desbalanceo, engranajes o poleas descentradas, desalineamiento o eje flexionado,resonancia, problemas eléctricos, fuerzas alternativas |
2 x RPM | Huelgos o juegos mecánicos, desalineamiento, fuerzas alternativas,resonancia. |
3 x RPM | Desalineamiento, combinación de huelgosmecánicos axiales excesivos condesalineamiento |
< a 1 x RPM | Remolino de aceite (oil whirl) en cojinetes orotores |
Armónicas de RPM | Engranajes dañados, fuerzas aerodinámicas, fuerzas hidráulicas, huelgos o juegos mecánicos, fuerzas alternativas |
Alta frecuencia (no armónicas) | Cojinetes antifricción en mal estado |
EXACTITUD EN EL DIAGNOSTICO DE FALLAS DE RODAMIENTOS
Los rodamientos actúan como una fuente de ruido y vibración debido tanto a la variación de compliancia como a la presencia de defectos en ellos, aún cuando éstos sean geométricamente perfectos Los defectos en los rodamientos se pueden clasificar como distribuidos (rugosidades superficiales, ondulaciones sobre las pistas y elementos rodantes desiguales) y localizados (grietas, hendiduras, resaltes, picaduras y descascaramiento). En esta sección se describen algunas de las técnicas de análisis de vibraciones que pueden ser empleadas para identificar defectos de tipo localizado enrodamientos.
Dependiendo de la ubicación del defecto en el rodamiento, se generan vibraciones de diferente frecuencia. Cuando una superficie defectuosa hace contacto con su superficie de encuentro, se producen pulsos periódicos de corta duración. Las periodicidades con que se producen tales pulsos son función de la geometría del rodamiento, la velocidad de rotación y la localización del defecto, Harris (1966), Berry (1991). Sus frecuencias asociadas son designadas comúnmente como BPFO, BPFI, BSF y FTF1, y pueden ser calculadas analíticamente o utilizando algún software comercial.
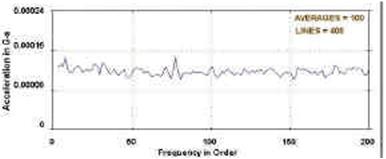
1. Espectro adquirido con 400 líneas y 100 promedios
2. Espectro adquirido con 3200 líneas y 100 promedios

3. Espectro de la aceleración vibratoria (4 promedios y 400 líneas de resolución).
Por medio de la promediación espectral se reduce la variabilidad de las amplitudes espectrales del ruido aleatorio en proporción directa a la raíz cuadrada del número de promedios. El espectro de la figura 1, fue obtenido con un mayor número de promedios (100) y se puede observar que el espectro es más suave que el mostrado en la figura 3. Sin embargo con este espectro aún, no es posible distinguir las componentes de vibración real, debido a la baja SNR. Ahora bien, sí se toma la medición con un mayor número de líneas (3200), la energía es distribuida entre más puntos discretos, disminuyendo así la amplitud espectral de las componentes aleatorias
producidas por el ruido, como se puede observar en la figura 2. En este espectro, el cual posee una mejor SNR, es posible identificar las componentes debidas a la vibración, las cuales corresponden a múltiplos del BPFO del rodamiento, indicando así la presencia de una defecto en la pista externa.

4.Espectro y forma de onda de rodamiento con pista externa defectuosa y velocidad variable.
La figura 4, muestra el espectro de frecuencia y la forma de onda de la vibración generada por un rodamiento con un defecto en la pista externa. El rodamiento pertenece a un pequeño agitador, cuya velocidad nominal de rotación es de 60 cpm. Analizando el espectro, no es posible determinar sí el rodamiento posee una falla. El espectro no posee componentes espectrales discretas con una frecuencia claramente definida, debido a que el agitador cambio ligeramente su velocidad mientras se adquirían los datos, causando así una dispersión de las componentes espectrales. Sin embargo, el análisis de la señal de vibración en el dominio del tiempo, permitió identificar un defecto en el rodamiento, aún cuando la velocidad de la máquina cambiara durante la adquisición de datos. En la figura 4(abajo), se pueden identificar claramente los peaks que se producen cada vez que un elemento rodante pasa por sobre el defecto. El tiempo que ocurre entre un peak y otro corresponde aproximadamente al inverso del BPFO, confirmando la existencia de un defecto en la pista externa. La periodicidad tiene unos cambios ligeros, los cuales por supuesto, están relacionados con la variación de velocidad del agitador.
Aplicacion del analisis de Vibración en las turbinas de Vapor
La vibración en una turbina de vapor no es una avería en sí misma, sino un síntoma de un problema que existe en la turbina y que pude derivar en graves consecuencias. Por esta razón, las turbinas de vapor están especialmente protegidas para detectar un alto nivel de vibraciones y provocar la parada ésta antes de que lleguen a producirse graves daños.

Figura 0: Interior de una turbina SKODA de 3,5 MW. Se ha sacado el rotor completo para comprobar su estado. Pueden apreciarse las diferentes filas de álabes
La vibración tiene muy diversas causas, por lo que cuando se presenta es hace necesario estudiar cual de ellas está provocando el fenómeno, para, por supuesto, corregirlo.
La vibración se hace especialmente evidente durante el proceso de arranque, ya que durante este periodo se atraviesan una o varias velocidades críticas de la turbina, velocidades en las que la vibración, por resonancia molecular, se ve notablemente amplificada. Es un error muy habitual no estudiar y corregir el problema que está provocando ese anormalmente alto nivel de vibraciones y limitarse a tomar alguna medida puntual que facilite el arranque; los daños que pueden producirse pueden llegar a ser muy altos. Normalmente, detrás de una avería grave de turbina suele estar una negligencia grave de operación y/o mantenimiento.
Las once causas más habituales que provocan un alto nivel de vibración son las siguientes:
- Mal estado de los sensores de vibración o de las tarjetas acondicionadoras de señal. Es posible que lo que estemos considerando como una vibración sea en realidad una falsa señal, que tenga como origen el mal funcionamiento del sensor encargado de detectarlo. Cuando se produce un disparo por altas vibraciones es conveniente estudiar detenidamente la gráfica de vibraciones del sensor que ha provocado el disparo del periodo anterior a éste (quizás 2-4 horas antes). Una indicación del mal estado de un sensor suele ser que el aumento de vibración no se produce de forma gradual, sino que en la gráfica se refleja un aumento momentáneo muy alto de la vibración. Mecánicamente es muy difícil que este fenómeno se produzca (el aumento instantáneo del nivel de vibración), por lo que si esto se observa, probablemente sea debido a una señal espúrea provocada por el mal estado del sensor o por la influencia de un elemento externo que está provocando una alteración en la medición.
- Desalineación entre turbina y caja de engranajes desmultiplicadora (reductor). Es la causa de al menos el 20% de los casos de altos niveles de vibración en turbina. A pesar de que el acoplamiento es elástico y en teoría soporta cierta desalineación, casi todos los fabricantes de acoplamientos elásticos recomiendan alinear éste como si fuera un acoplamiento rígido. Es importante respetar las tolerancias indicadas por el fabricante, tanto horizontales como verticales, con el reductor. También hay que tener en cuenta que la alineación en caliente y en frío puede variar. Por ello, es necesario realizar una alineación inicial en frío, preferentemente con un alineador láser (por su precisión), y realizar después una alineación en caliente para ver la variación. Si en esta segunda es necesario corregir algo, es conveniente anotar la desalineación que es necesario dejar en frío (en el eje horizontal y/o en el eje vertical) por si en el futuro hay que realizar un desmontaje y es necesario repetir estas alineaciones
.jpg")
Figura 1. Técnico comprobando la alineación entre turbina y reductor, con un alineador láser SKF
- Mal estado del acoplamiento elástico entre turbina y desmultiplicador. Es conveniente realizar una inspección visual periódica del acoplamiento (al menos una vez al año) y vigilar sobre todo la evolución de las vibraciones
- Mal estado del acoplamiento desmultiplicador-alternador. Este es un caso típico de vibración inducida por un equipo externo a la turbina pero unido a ésta. La vibración no es realmente de la turbina, sino que proviene de una causa externa. Igual que en el caso anterior, es conveniente realizar inspecciones visuales periódicas del acoplamiento y vigilar la evolución del nivel de vibración.
- Vibración del alternador o del desmultiplicador, que se transmite a la turbina. Es otro caso de vibración detectada en la turbina pero proveniente de un equipo externo a ésta. La vibración en el alternador o en desmultiplicador se verá más adelante
- Problema en la lubricación de los cojinetes, que hace que el aceite de lubricación no llegue correctamente (en caudal o en presión) a dichos cojinetes. Hay que diferenciar los problemas relacionados con caudal y presión con los problemas relacionados con la calidad del aceite. En referencia a los primeros, la obstrucción de los conductos por los que circula el aceite, el mal estado de los filtros y una avería en las bombas de lubricación (recordemos que una turbina suele llevar varias: una bomba mecánica cuya fuerza motriz la proporciona el propio eje de la turbina; una bomba de prelubricación, eléctrica, para arranques; y una bomba de emergencia, que se pone en marcha ante un fallo eléctrico). Al ser la cantidad de aceite insuficiente, la posición del eje y el cojinete varían de forma cíclica, dando lugar a la vibración. En casos más graves, el eje y el cojinete se tocan sin película lubricante, que provoca una degradación del eje de forma bastante rápida.
- Mala calidad del aceite. El aceite lubricante, con el tiempo, pierde algunas de sus propiedades por degradación de sus aditivos y se contamina con partículas metálicas y con agua. La presencia de agua, de espumas, la variabilidad de la viscosidad con la temperatura, el cambio de viscosidad en un aceite degradado suelen ser las causas que están detrás de una vibración provocada por la mala calidad del aceite. De ellas, es la presencia de agua la más habitual, por lo que el análisis periódico del aceite, el purgado de agua y la reparación de la causa que hace que el agua entre en el circuito de lubricación son las mejores medidas preventivas.
- Mal estado de cojinetes. Los tres cojinetes de los que suele disponer una turbina de vapor de las usadas en plantas de cogeneración (delantero, trasero o de empuje o axial) sufren un desgaste con el tiempo, aún con una lubricación perfecta. Estos cojinetes están recubiertos de una capa de material antifricción, que es la que se pierde. Por esta razón, es necesario medir periódicamente las holguras entre eje y cojinetes, y el desplazamiento del eje, para comprobar que los cojinetes aún están en condiciones de permitir un funcionamiento correcto de la turbina. Estas tolerancias están indicadas siempre en el libro de operación y mantenimiento que el fabricante entrega, y es necesario respetar los intervalos de medida de estas holguras y el cambio si esta comprobación revela la existencia de un problema. El adecuado mantenimiento del sistema de lubricación contribuye de una manera innegable a alargar la vida de estos cojinetes, y de la misma forma, un mantenimiento incorrecto del aceite, sus presiones y sus caudales provoca una degradación acelerada de éstos.

entre el eje y el cojinete
- Mal estado del eje en la zona del cojinete. Si una turbina ha estado funcionando con el aceite en mal estado, o con una lubricación deficiente, es posible que sus cojinetes estén en mal estado, pero también es posible que hayan terminado por afectar al eje. Si uno y otro rozan en algún momento, es posible que este último presente arañazos o marcas que provocarán vibraciones y pueden dañar el nuevo cojinete. En caso de detectarse daños en el eje, es necesario repararlos, con un lijado, un rectificado in-situ o en taller, aporte de material, etc. La mejor forma de prevenir este daño es análisis periódico de la calidad del aceite, su sustitución en caso necesario, el adecuado mantenimiento del sistema de lubricación, y la sustitución del cojinete cuando se detecta que la holgura supera los límites indicados por el fabricante o cuando una inspección visual de éste así lo aconseja.
.jpg")
Figura 3. En la figura puede apreciarse el eje de una turbina apoyando sobre el cojinete radial o de apoyo. El eje presentaba marcas. Aunque se cambie el cojinete, mientras el eje esté dañado y presente marcas provocará turbilencias en el aceite y hará que la capa de lubricante no sea continua y homogénea. Esto provocará vibraciones. En la figura se aprecia muy bien el cojinete de apoyo o radial, y en la parte inferior, el comienzo del cojinete axial o de empuje
- Desequilibrio del rotor por suciedad o incrustaciones en álabes. El desequilibro es la causa más habitual de vibraciones en máquinas rotativas, representando aproximadamente un 40% de los casos de vibración. Un tratamiento químico inadecuado del agua de caldera y del vapor que impulsa la turbina termina dañando no solo ésta, sino también el ciclo agua-vapor y la propia caldera. El tratamiento químico del agua de caldera es tan importante como el control del aceite de lubricación: sin estos dos puntos perfectamente resueltos es imposible mantener adecuadamente una instalación de cogeneración equipada con una turbina de vapor. El primer problema que se manifestará por un tratamiento químico inadecuado será la presencia de partículas extrañas depositadas en los álabes de la turbina. Como esta deposición no se hará nunca por igual en todos los elementos rotativos, el rotor presentará un desequilibrio que se traducirá en alto nivel de vibraciones. Las incrustraciones en los álabes de la turbina pueden estar provocadas por niveles inadecuados de carbonatos, sílice, hierro, sodio u otros metales. Para eliminarlas, será necesaria una limpieza de los álabes, que en ocasiones severas puede significar un chorreado de éste. Posteriormente a la limpieza, será necesario realizar un equilibrado dinámico de la turbina.
- Desequilibrio en el rotor por rotura de un álabe. No es frecuente, pero si una partícula extraña entra la turbina y golpea un álabe puede provocar una pérdida de material o un daño que afectará al equilibrado del rotor. Para evitarlo, se colocan unos filtros que retienen objetos de cierto tamaño que puedan estar en circulación por las tuberías de vapor. Si este filtro está dañado o se ha retirado, partículas grandes podrían dañar los álabes. La reparación significa sustituir los álabes dañados, realizar una limpieza interior de la turbina y equilibrar. Se trata de una avería cara. Para evitarla, hay que asegurarse de que no puede desprenderse ningún elemento que pueda estar en circulación por las tuberías de vapor y que el filtro de vapor se encuentra en condiciones de realizar perfectamente su función. Es conveniente realizar inspecciones visuales con la un boroscopio o endoscopio, para poder observar el estado de la superficie de los álabes sin necesidad de desmontar la carcasa de la turbina. (Ver apartado dedicado al mantenimiento predictivo)
En otras ocasiones el daño en álabes puede estar provocado por roce entre éstos y partes fijas de la turbina. En estos casos el origen del fallo pudo ser el mal estado de cojinetes de apoyo o de empuje que hicieron que la posición del eje rotor estuviera fuera de su especificación. El síntoma que revela que está habiendo un problema es un alto nivel de vibración. Si se detecta un nivel de vibración elevado y aún así se mantiene la turbina en marcha, se está dejando la puerta abierta a que se produzca este grave fallo.

Figura 3. Las marcas de rozaduras entre partes fijas y partes móviles de la turbina pueden apreviarse en esta figura. Pueden apreciarse los arañazos en el 'shroud' o aro que protege la parte más exterior de los álabes. Esos arañazos y esas rozaduras eran las responsables de las vibraciones que se apreciaban en esta tubina de 3,5 MW, marca SKODA, instalada en una planta de producción de energía eléctrica con biomasa
- Desequilibrio en rotor por mal equilibrado dinámico, o por pérdida o daño en algún elemento que gira (tornillos, arandelas, tuercas). El desequilibrio puede ser un fallo de origen (el equilibrado inicial de la turbina fue deficiente) o puede ser un fallo sobrevenido. En ese segundo caso, es importante que al efectuar reparaciones en el rotor de la turbina no quede ningún elemento sin montar o montado de forma inadecuada. Es incluso conveniente numerar los tornillos y arandelas que se desmontan para montarlos exactamente igual. Si es el eje el que está dañado, hay que reparar el daño aportando material, rectificando, limpiando, lijando, etc. Es conveniente tener un espectro de vibraciones desde la puesta en servicio del equipo. Este primer espectro será de gran utilidad, y siempre será una referencia para saber si hay problema inicial o sobrevenido.
- Curvatura del rotor debido a una parada en caliente con el sistema virador parado. Las turbinas de vapor están equipadas con un sistema virador que facilita que el eje no se curve cuando está caliente. La misión de este sistema es redistribuir los pesos uniformemente sobre el eje de rotación, y evitar curvaturas que desequilibrarían el rotor. Si la turbina se para en caliente y el sistema virador no entra en marcha es posible que el eje se curve hacia arriba. El problema se detecta siempre al intentar arrancar, y comprobar que el nivel de vibración es más alto del permitido. Si es así, la solución más adecuada es mantener la turbina girando sin carga y a una velocidad inferior a la nominal durante varias horas. Transcurrido ese tiempo, si ésta es la causa del problema, la vibración habrá desaparecido y volverá a valores normales.
- Eje curvado de forma permanente. El eje puede estar curvado de forma permanente, es decir, con una deformación no recuperable siguiendo el procedimiento indicado en el apartado anterior. No es fácil que esto suceda después de la puesta en marcha inicial de la turbina, y habitualmente se debe a un fallo preexistente, y que proviene del proceso de fabricación. Es habitual que el equilibrado dinámico haya enmascarado el problema, aunque en el espectro inicial de vibración, el que es recomendable realizar el inicio de la operación del equipo, es seguro que estará presente.
- Fisura en el eje. En ocasiones, un defecto superficial del eje avanza y termina convirtiéndose en una fisura o grieta, que provoca un desequilibrio en el eje. Puede ocurrir por un defecto de fabricación del eje (lo más habitual) o puede estar relacionado con corrosiones que el rotor puede estar sufriendo. Cuando esto ocurre, se detecta a través del análisis de vibraciones, y en la mayoría de los casos son visibles a simple vista o con ayuda de algún elemento de aumento. La solución suele ser cambiar el eje del rotor, aunque en algunos casos es posible la reparación en empresas especializadas en este tipo de trabajos en metales especiales, mediante saneamiento, aportación de material, rectificado y tratamiento de alivio de tensiones. Será necesario volver a realizar un equilibrado del eje. Como medida preventiva para evitar corrosiones que convierten un defecto superficial en una grieta o fisura, está el control químico del vapor a turbina.
- Corrosión o incrustaciones en el eje, álabes, etc. Si el acondicionamiento del vapor no ha sido el adecuado, pueden producirse corrosiones en los álabes o deposiciones de materiales extraños a la turbina en éstos. Estas incrustaciones y corrosiones desequilibran la turbina al modificar el reparto de pesos a lo largo del eje de rotación. Cuando esto se produce la solución es la limpieza del conjunto rotor por chorreado o por limpieza mecánica. Habitualmente hay que extraer el rotor y realizar esta limpieza fuera de la turbina. En caso de incrustación, es conveniente tomar muestras de los materiales depositados y analizarlos, para conocer el origen de las partículas extrañas y tomar las medidas correctoras oportunas. Una vez limpiado el eje, será necesario equilibrarlo de nuevo. La mejor medida preventiva es realizar un cuidadoso control químico en el agua de aportación, en el desgasificador, en los condensados, en el agua del calderín y en el vapor.
- Presencia de agua o partículas en el vapor. Si el vapor a la entrada a turbina tiene partículas de agua líquida, el choque de las gotas contra la turbina puede provocar vibraciones y desequilibrios. El vapor puede contener agua líquida por fallo en el sobrecalentamiento, por una atemperación excesiva, porque la válvula de atemperación esté en mal estado, o porque en el camino entre la válvula de atemperación y la entrada a turbina sufra un enfriamiento anormal. Si esto se produce es necesario detectarlo y corregirlo cuando antes, pues provocará una erosión en los álabes de la turbina, y se dañarán. El análisis de vibración y las inspecciones boroscópicas ayudarán en la tarea de detección temprana del problema. La solución consiste inevitablemente en corregir el problema que esté causando la presencia de agua en el vapor.
- Defecto en la bancada. Una bancada mal diseñada o mal ejecutada pueden provocar vibración. Cuando se detecta una vibración, es conveniente en primer lugar verificar el estado de la bancada, intentando descubrir grietas, falta de material, etc. Si la vibración está presente desde la puesta en marcha y se han descartado otras causas, es muy probable que el problema esté relacionado con el diseño o con la ejecución de la bancada. La solución, en este caso, será revisar el diseño de la bancada, y si es éste es correcto, volver a ejecutarla.
- Defecto en la sujeción a la bancada. A pesar de que la bancada pueda estar bien ejecutada, la turbina puede no estar convenientemente sujeta a esta. Esto puede ocurrir porque los tornillos de sujeción no tengan el par de apriete apropiado o porque los tornillos no anclen correctamente a la bancada. Este fallo es mucho más habitual de lo que pueda parecer. Algunos autores denominan a este fallo ‘pedestal cojo’, y el análisis de vibración revela este fallo con relativa facilidad. Cuando este problema ocurre, se observa que aflojando uno de los tornillos de sujeción (el que causa el problema) el nivel de vibraciones extrañamente disminuye.
- Tensión de tuberías de vapor. Si el alineamiento de tuberías no es perfecto o no se han considerado correctamente los efectos térmicos de la dilatación, pueden provocarse tensiones en tuberías que hagan que se ejerza una fuerza extraña sobre la carcasa de la turbina. Estas fuerzas pueden provocar vibraciones, entre otras cosas. La tubería de entrada de vapor en turbinas pequeñas suele ser flexible, y la salida suele ir equipada con un compensador que une la carcasa de la turbina a la tubería de salida. Para comprobar si existe algún problema en este sentido, es conveniente soltar las tuberías de entrada y salida y comprobar cual es su posición natural sin estar unidas a la turbina.